
SML TECH REPORT 2023 - SML技術中心最新一代通用型的多用途多功能流延薄膜生產線
SML技術中心最新一代通用型的多用途多功能流延薄膜生產線
ENGLISH VERSION ![]()
適用並具有許多特點的技術創新:進一步開發新一代的MDO單元。“我們的新型多功能流延薄膜生產線即使是長期任職的人也會留下深刻的印象專家。 該線具備技術能力滿足幾乎所有客戶的要求
SML 研發工程師,Elias Mayrhofer,自豪評論。 流延膜生產線已準備就緒
生產 CPP、CPE、Cast-PET、高阻隔材料、以及單向延伸薄膜。 這應用領域非常全面化:它們的範圍從用於金屬化的薄膜和貼合標準食品和非食品包裝為易於回收的立式包裝MOPE 薄膜袋等 貼標籤薄膜,還包括技術
電纜絕緣層和 Easytear 等產品MOPP 薄膜。 儘管其功能廣泛範圍內,此生產線可進一步優化專業產品的製造– 確保最高效率和最高品質。連貫的概念
「我們所有人的一個核心特徵是機械是連貫的生產線概念 我們不斷開發和優化,再次採用現代而清晰的設計SML 的多功能流延薄膜生產線。
用於單一材料的 MDO 單元SML 的一項關鍵創新最新的流延薄膜生產線MDO 裝置,也是為製造而設計的易於回收的單一材料薄膜例如MOPP、MOPE和MOPET。 和這個MDO單元,薄膜等特性縱向強度、剛度和穿刺阻力增加更進一步,同時薄膜厚度和機器方向的伸長率是顯著下降。SML 簡化了整個 MDO流程:乾淨、簡單設計使操作舒適且提供足夠的維護空間提供便捷的捲取。全新的滾輪佈置
–緊密的拉伸間隙主要技術特點之一
SML最新的MDO版本是製程-優化的滾輪佈置。拉伸間隙的調整需要以機動方式放置,使得產品操作及變更改變很簡單。 隨著拉伸滾輪直徑220毫米,拉伸間隙可保持狹窄範圍在 50 至 200 毫米之間。 雖然之間的距離拉伸輥可以減少到幾個僅限毫米。 壓送輥的位置拉伸區域也可調節這確保了理想的拉伸過程的薄膜,獨立於定義的拉伸間隙。SML 全新 HMI所有製程參數MDO 單元以數位方式記錄,可以舒適地設定和調整
SML 的新型多功能流延薄膜生產線可供客戶試用和樣品製作。
用於加工的五台擠出機 PP、PE、PA、PET、EVOH 以及作為黏合劑
七層可變幾何結構供料塊的可能性許多不同層的安排
模具寬度 2,850 mm,附內部寬度調整系統兩邊 350 毫米
新的 MDO 裝置:最高溫度 160°C拉伸比1:10水平滑動式上收卷機
線上 4軸分條機

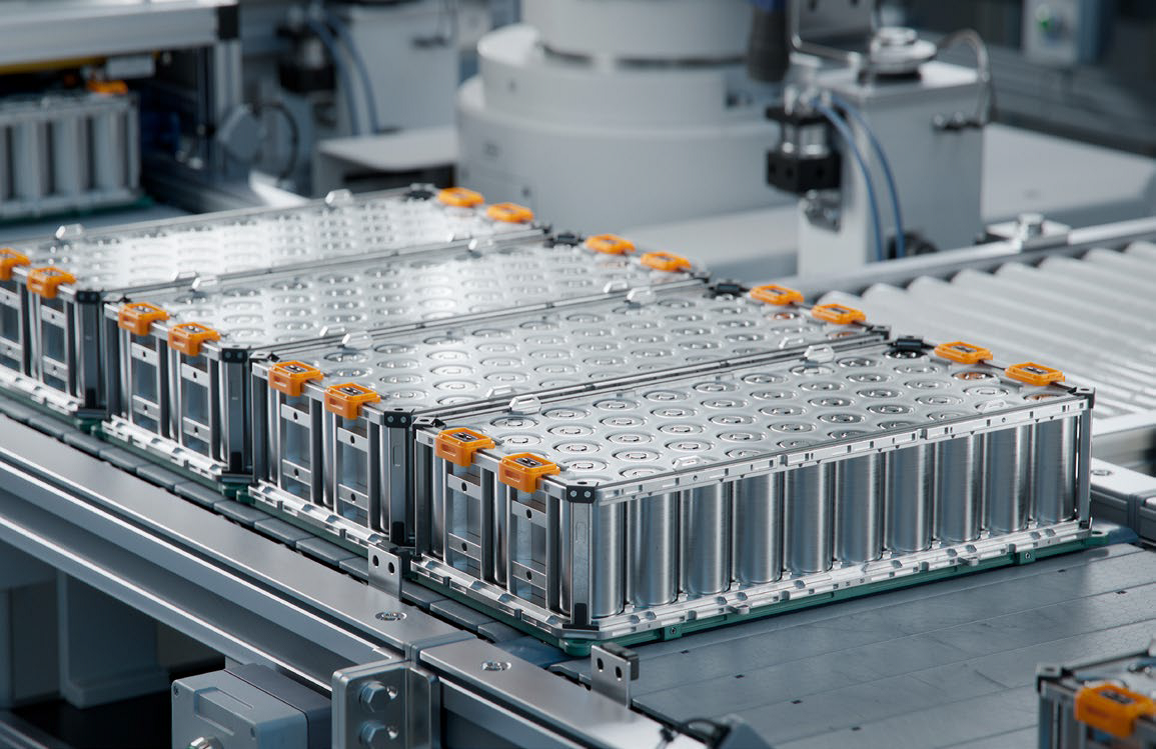
成長率驚人:預計將有1,400 萬輛電動車將於 2023 年在全球銷售。 鋰電池為這些新車提供動力。 他們是最受歡迎的可充電能源今天使用的儲存系統。 一個主要每個鋰離子電池的組成部分是隔離膜。隔離膜是一種多孔薄膜,可將
電極同時啟用從一側交換鋰離子到另一個。
SML 是第一名的機器隔離膜製造商(LiBS薄膜)採用乾式製程製成。 在最近
十年來,SML已交付超過90條用於隔離膜的流延膜生產線
亞洲製造商—訂單不斷進行中。 「在這段期間,我們擴大我們技術的機會
和這個專業的流程知識 與我們的客戶合作,我們不斷優化 LiBS 生產線,增加
生產線速度和效率,我們正在不斷提高我們的品質的產品”
,Alexander Bruckmüller,產品SML 經理解釋。改造數據分析
優化流程的可追溯性直接的乾式工藝:節約資源、環保
SML 生產用於製造的機器乾式過程中的隔膜。與濕式製程相比,具有以下幾個優勢: SML 的生產該方法經過市場檢驗並具有事實證明既有效又簡單。 它還需要更少的生產步驟。 而且,最重要的是,乾法製程更加節能,
材料成本更低,而且更多環保作為不需要溶劑。但關鍵階段是什麼製造隔離膜時
生產初級產品SML 的 LIBS 線一般情況下,隔膜在 SML 上製造LiBS 線是 3 層薄膜,由 PP、HDPE 組成原料。
SML 的 LiBS 生產線配有一個擠壓裝置,有兩個擠出機和單一或多個歧管模頭。
在乾式生產過程中,熔體模具外採用高拉力定向下降比率。 LiBS 生產線配備了
輥輪架最多可容納 10 個輥,以達到最佳效果薄膜的穩定化和退火。薄膜的厚度由以下因素控制自動厚度調節系統。收捲站代表著最佳的成品品質!!
邁入 SML 的 LiBS 系列。 這些是必不可少的下游生產
薄膜的倍增:多個薄膜放在一起以提高效率在接下來的拉伸過程中。
技術報告SML 內部開發的資料生成和分析系統給出製造商深入洞察
所有新 SML 機器、舊機器均具有此功能現在可以對線路進行改造,以確保
製造過程的可追溯性從而產生有形的技術和經濟優勢。bitWise 可以實現全面的收集,處理、分析和傳輸製造數據
–
在非常快速和簡單的方式。
這
按位生成過程知識,有助於持續優化製造工藝和產品品質. 這使得更容易檢測故障機器部件和提高生產線的效率。全面互聯bitWise 的一個重要特徵是它系統開放性:資料交換基於 HTML 等開放標準
和 OPC-UA。 因此 bitWise 提供了完整的互連性進行全面交流
擠出線之間的數據及其連接的機器輔助設備,基於雲端的解決方案或 ERP。
輕鬆改造自 2020 年以來,所有 SML 擠出生產線均已
配備了 bitWise 但較舊的機器可以相對容易地進行改造。
一般來說,這是透過控制來完成的單元準備好基於的資料交換
OPC-UA 標準。 上線較新的機器控制,可啟動OPC-UA
使用簡單的軟體更新,無需任何硬體的修改。 關於其他
線,要么控制單元完全改變或增加一個額外的控制器
用於溝通。 除了控制機器的其他部件SML擠出線,厚度等
測量裝置、檢驗裝置或計量單元可以產生 bitWise 數據,
如果它們透過 OPC-UA 連接按位追蹤
Tack &Trace 是個受歡迎的關鍵功能按位。
優點很明顯:
追蹤和追踪,所有產生的數據在生產過程中可以分配給
特定的成品膠片卷。
建立市場:
鋰離子需求旺盛電池驅動請求用於隔離膜強化測試
有關該生產線技術的更多信息,

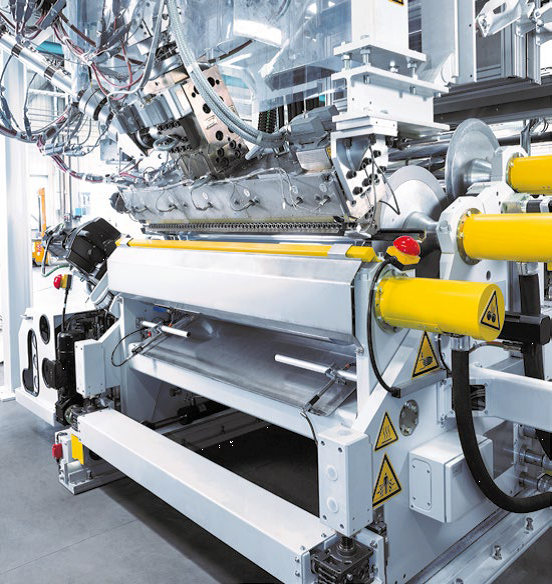
高品質厚PET 板材
注重細節高品質的組件很重要。為了防止表面出現刮痕、斑點或凹痕
板材表面並達到要求高產量的質量,每個鏡面表面滾輪 – 從冷卻輥到收捲機
必須具有優質的表面光潔度。所有輥輪上的幅材引導,特別是包角和直徑
導輥,必須對齊才能進行加工超厚片材。最佳的精細設置整個過程和適當的張力
圖紙網路上的設定對於成功生產。遠離灰塵晶瑩剔透的超厚 APET 片材應
在相對無塵的環境中生產,由於 APET 有靜電傾向。 否則灰塵會被「吸」走
在生產過程中添加到板材上,並可以發生刮痕。 「灰塵看起來可能很小
問題,但提到的所有措施如果生產上述內容無效環境並不是相對沒有它,”
壓延是一種常用的方法生產超厚 APET 片材大杯子的熱成型包含在歐洲最多 1 公升或 32在美國以盎司為單位。 為了獲得晶瑩剔透的產品,一些基本的
必須考慮因素。特性黏度 (IV)熔化是任何成功生產的關鍵。「如果熱成型需要類似玻璃的質量APET 片材範圍為1,200 至 2,000 微米,製造變得相對要求較高。 製程知識是做事的基本前提成功製作,”魯珀特·貝克爾,SML 產品經理評論。
選擇正確的原料:IV 值超過 0.78 G/DL高黏度熔體對於生產晶瑩剔透、超厚的
APET片材。 使用具有 IV 的原料組合值高於 0.78 g/dl透過預乾燥和單螺桿擠出
保證熔體的 IV 損失最小在整個生產過程中作為所有的。斜輥壓延堆疊傾斜的輥組允許高黏度在進入壓區之前熔化穩定,其中片材厚度是確定的。有關方面的干擾或中斷可以很大程度上排除熔珠的影響。這極大地促進了高透明APET的形成
片材,其光學品質具有可比較與 PC 或 PMMA 片材,即通常也用斜輥製造
。SML 提供多種不同的技術用於生產APET。 對於特厚熱成型片材晶瑩剔透
應用程序,SML推薦單一組合螺桿擠出系統配備上游除濕乾燥機,其中原材料經過預處理。有關製造的更多信息經過壓延加工的超厚玻璃狀片材
線路,請聯絡:Rupert Becker,ber@sml.at

1 litre Big cup for32 ounces
2023-12-20