
2024 SML 新一季技術報告
2024 SML 新一季技術報告
本期SML 技術報告展示再次強調SML持續不斷地為我們顧客發展出先進技術。雖然市場需求最近一段時間有些停滯,我們強烈相信整體市場薄膜、片材和貼合塗層擠出工業材料的潛力將繼續在眾多領域穩步上升應用程序,因為在許多情況下,塑膠是最適合該任務的材料。適者生存意味著人們必須不斷適應和重新調整應用技術,為了迎合不斷變化的客戶的要求,品牌所有者和消費者。此外,更嚴格的立法和的法規-例如新歐洲PPWR(包裝和包裝廢棄物法規)
敦促採取行動並施加壓力避免浪費的解決方案提高回收率。所有這些是我們研發的重要方面是我們工程師們近年來一直在努力。因此,我們可以提供我們的客戶擁有一切必要的機械及配件需要生產可持續的包裝材料確保商業成功
塑膠.我們的擠出生產線是製造能力強所設計的產品用於回收,除此之外,
大多數產品都可以生產來自高比例的回收材料材料。在這種背景下,我想
宣布「SML創新日”,2024 年 10 月 9 日至 10 日。除了我們的演示之外
科技產品新聞,我們最新的擠出生產線即將上線陳列在奧地利雷德勒姆。
相信所收集的資訊本技術報告中變得有趣且令人愉快閱讀
配備整合 MDO 裝置的多功能流延薄膜生產線,生產 MOPE 薄膜
FlexPack® 擠出塗佈和貼合生產線將 MOPE 薄膜加工用於包裝
SmartCast® Infinity 生產線上預拉伸纏繞膜
全新 EcoCompact® II 拉伸膜生產線加快 2 吋手捲的生產速度
Austrofil® 紡紗技術:PA6 製成的高強力紗線
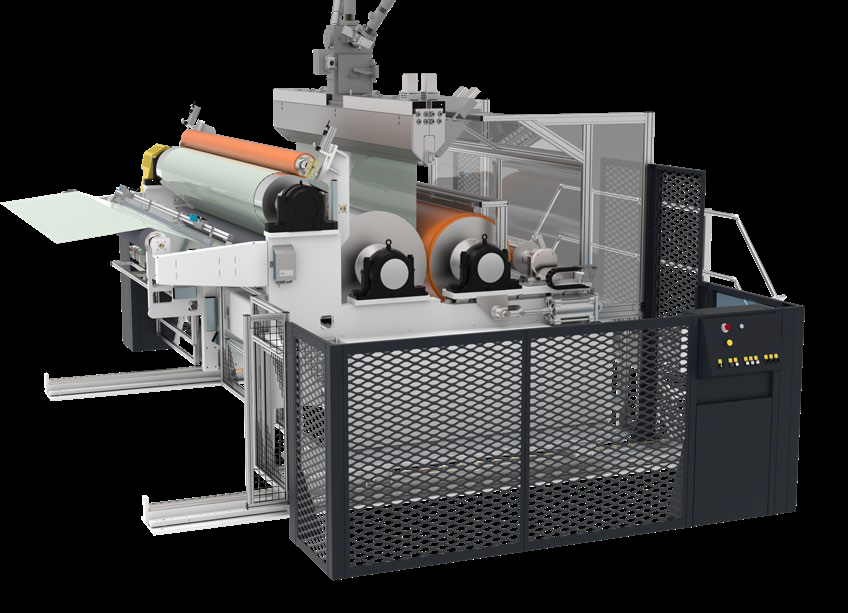
2米Compact® II 特點多項技術創新,前衛配置在一個創新設計。喜歡它的前身,它結合了緊湊的生產線設定與優越組件和最大的靈活性,同時仍保持一個負擔得起的價格。
在K 2010展覽會上,SML推出了EcoCompact®。 標準化4幅以上(2,000 毫米)寬拉伸膜生產線優質組件,一個極為緊湊的設計和合理的價格這徹底改變了市場。 「經濟Compact® 從一開始就很暢銷。
14年後的今天,是時候全面升級了精益求精”,Thomas Rauscher,產品
SML 經理表示。多達七個擠出機,奈米層,和 SML Ø 1,600 MM 冷卻輥幾乎涵蓋每一個潛在需求生產中,EcoCompact® II 出現四個預配置版本,範圍從最少四台擠出機,最多七台擠出機。除了5層之外還有7層版本,生產線可選配備奈米層技術。 SML的著名的 Ø 1,600 mm 冷卻輥裝置和超快且免調整。
模唇控制作為標準,EcoCompact® II 配備使用 Cloeren Reflex 模具,基準超快速和免調整技術模唇控制。它可以透過升級自動模具映射系統。還提供抗切割滾輪、 無芯捲繞組,改良的邊緣和多得多。 「感謝全面的高性能收捲機是任何拉伸膜的關鍵部的分條線。在 EcoCompact® II 中,客戶可以從三個不同版本中進行選擇SML 強大的收卷機購 W4000:2 軸版本,眾所周知的 4 軸類型,最後.....重要的,雙轉塔收卷機共有8軸。 “優點是8軸收捲機能夠使用2英寸手捲的收捲芯。一般來說,這個類型的收卷捲機能夠以非常高的速度運行高速度。這提高了性能將 EcoCompact® II 提升到新的水平”。
2米的技術可能性EcoCompact® II,伸展靈活性作有保障。SML 的 Rauscher 總結道自豪。擠出生產線 –設計用於執行多功能流延膜生產線

功能性測試: PCR 和奈米層
在拉伸膜中生產奈米層技術的基本構思拉伸膜生產的目的是創造薄的複合結構透過反覆將至少兩個熔體分層擠出機以實現改進薄膜。
一個中心問題與使用有關的產生消費後樹脂 (PCR):生產這些時使用 PCR 工作層? SML進行了廣泛的嘗試得到答案。奈米層技術進入市場幾年前。這個的核心技術是一種進料塊,它能夠層數明顯高於傳統的送料塊。和...一起Cloeren,SML已成功安裝送料塊最多可容納 67 層。那麼哪個與PCR結合使用的效果採用奈米層技術?
兩個相同的 POWERCAST® XL測試線為了回答這個問題,SML 聯手與巴西樹脂製造商 Braskem 合作,並設計了一個實際的測試計劃來比較PCR 的使用與常規和
常規生產中的奈米層技術狀況。下一步,SML 設定兩個相同的 PowerCast® XL,9 個向上鑄造擁有 7 + 1 台擠出機的拉伸膜生產線其總部技術中心位於奧地利。
兩條線之間的唯一區別:送料塊上的層數。這傳統的擠出生產線設計用於13層,而與奈米層的線送料塊生產了 67 層。擠壓運轉有多種不同的參數試驗計劃涉及各種配方、生產線速度、PCR 類型以及許多其他參數。最後,超過100種不同的測試運行已完成,但 PCR 的比例始終保持在 30% 左右。一個深入的經過 1,000 多項實驗室測試的分析測試運行。結果:沒有限制!
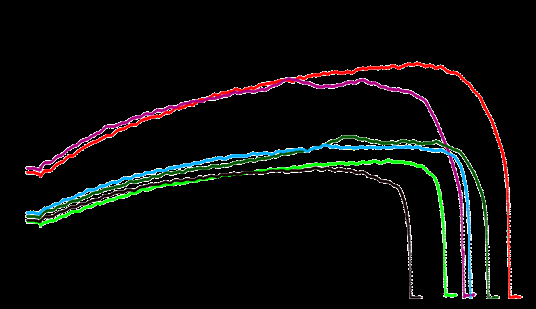
「我們沒有看到或發現任何方面會的限制或製作使用相同數量和品質的參數奈米層設備上 PCR 的比較與傳統的共擠相比。如你看到的從圖表中可以看出極限伸長率與撕裂度傳播處於同一水平,”SML 產品經理托馬斯·勞舍爾 (Thomas Rauscher) 對測試進行了總結。有關測試和有關的更多信息PCR 在奈米層技術中的應用
SML 流延製程的熔體壓花裝置衛生薄膜生產線已全面竣工重新設計。新單位的特點透過其清晰緊湊的設置,操作簡單,最重要的是,增加了職業安全符合標準 EN 12301。「SML 一直在供應流延薄膜生產線為顧客提供尿布等衛生用品世界各地超過25年。持續且雄心勃勃生產線組件的進一步開發在促進生產方面發揮著至關重要的作用速度要增加,而在同時減少膠膜的克重,產品經理SML有詳細亞歷山大·解釋。 SML努力不斷提升生產線效率和產品質量,但它也意識到它對人民的責任每天操作這些機器。職業安全法規完全滿足乾燥熔壓花新設計SML 流延衛生薄膜生產線中的裝置有助於確保職業安全供操作人員在生產過程中使用。它完全符合壓光機標準EN 12301。間隙被完全封裝並且沒有操作人員更容易接近在生產過程中。另外遵守安全法規,裝置的維護方便性的增加。而它已經成為更換壓花更容易夾輥。乾式熔壓花的優點與濕熔壓花裝置相比,
SML 結構緊湊且易於操作的乾式熔體壓花裝置確實擁有多種優點:無需水處理
無藻類/細菌形成的風險清潔製程 –需要維護間隔時間更長更靈活、更高效率高於吹膜的一般優勢之一衛生薄膜生產線優於吹塑薄膜生產線的是所有三種常見類型的衛生薄膜可以在一台線上生產同一台機器:熱熔壓花薄膜透氣膜
布狀貼合層壓材料這些材料可用於廣泛嬰兒尿布等多種產品失禁產品、女性衛生用品的產品、床墊、手術單等還有更多。在生產階段,所有三種薄膜類型的邊緣修剪均可在線反饋到生產過程中,這導致了成本降低和節省能源。進一步的優點流延工藝與吹製工藝相比薄膜的優點是薄膜更柔軟、更由於薄膜被壓花而產生光滑。除了上面提到的產品以上對於衛生領域,SML 的衛生薄膜生產線也可用於為建築業生產薄膜(房屋包裹膜/屋頂薄膜)、農業部門(地膜)和醫療部門。結合 SML 經過市場驗證的衛生流延薄膜生產線,新型熱熔膠貼合層壓系統承諾新的垂直整合的機會生產優質材料尿布、失禁用品、防護用品衣服等等。SML 的全新塗裝線透氣層壓板熱熔層壓結構非常令人印象深刻,特別是當談到他們的直接設定時,流程簡單,效率高。衛生行業的需求「我們決定推出新的熱熔膠貼合層壓系統,因為我們看到了需要提供精實且易於使用的衛生解決方案行業。發展的另一個動力這條線只是我們有做到這一點的技能。SML 產品經理解釋。在裡面過去幾十年,SML 建構了數十條流延膜生產線以聚乙烯和聚丙烯為基礎透氣薄膜並已牢固建立本身作為衛生產業的合作夥伴。新的熱熔層壓生產線是SML 現有產品系列的邏輯擴展該領域的產品。流程簡單、直覺線路操作在新型熱熔膠層壓機中,熱熔膠透過槽送入基材表面在接吻(觸)模式下。非常簡單的處理熱熔膠的特性代表了一個關鍵特性:熱熔膠在滾筒熔化器中加熱而不是在擠壓過程中,並且是然後傳遞到罐式熔化器。應用精密工作的幫浦有助於相當顯著地達到最佳狀態熔體的計量,也與內部裝飾系統,允許塗層的持續調整生產過程中的寬度。生產線熱熔貼合層壓工段完全整合到生產線的直觀和易於使用的機器控制系統,保證完美互動。
緊湊且安全 –新型熔體壓花裝置經過市場驗證的科技「在這個新系列中,我們提供經過市場驗證的並優化半自動或全自動與 SML 配對的放捲設備最先進的繞線技術收卷部分生產可以整合在一個根據特定客戶要求量身定制的方式,”
約翰內斯·丹特解釋道。雙層塗層技術作為基礎大部分技術應用在新熱熔貼合層壓製程最初是為SML的專利Double-開發塗層製程、熱熔膠組合立即塗在基材上擠出塗層。雙層塗層SML的塗層與層壓工藝生產線允許製造超薄膜具有非凡的透氣性和透氣性方面的特性黏合力,原料要求最低和生產成本。它可以用途廣泛具有無與倫比的產品功能,範圍從帳篷到手術覆蓋物,進一步了解建築用膜行業。 DoubleCoat 製程是尤其是今天不可或缺的方法用於生產高品質屋頂襯墊。衛生薄膜的創新SML 推出新熱熔膠層壓線熱熔膠層壓機直截了當的給人留下深刻印象設置,簡單工藝和高效率。技術報告
防沾黏:母粒與液體應用—什麼更經濟在 PET 片沾黏是壓延PET片材時的效果
纏繞後不再彼此分離。防止這種情況發生的常用方法是在擠出過程中添加母料。替代是在表面塗抹防沾黏連液的片材。找出哪一種方法比較經濟在什麼條件下,SML做出了一些調查。「紙張的堵塞會產生困難。放鬆可能會變得麻煩甚至不可能,熱成型杯子和托盤無法再拆開堆疊。作為避免阻塞的措施有相當大的貢獻
與板材的整體生產成本相比,我們比較了母粒成本與防沾黏成本之比液體,」馬丁卡斯特納說。計算母料成本要計算色母粒的成本,區分很重要介於共擠片材和單片材之間。然而共擠片材 - 具有共擠出層結構 A/B/A -母粒僅添加到外層(A層),在單層結構片材 母料用量是根據總板材品質決定的。因此,色母粒成本的計算公式如下面所述:計算防粘液的成本雙面防沾連液(AB液)費用應用程式透過乘以總表面積來計算片材面積除以 AB 液體每單位面積的價格。由於此方法需要後續乾燥,我們必須加上乾燥紙張後的能源成本母粒與母粒成本分析AB液「為了比較這兩種方法,我們基於我們的計算生產 1,000 公斤帶薄膜 PET 片材寬度為 1,250 毫米,生產線吞吐量為 1,000 公斤/小時幾種板材厚度,”Martin Kastner 說母粒成本的計算是1.5%的添加量和平均母粒價格4.8 歐元/公斤對於與 AB 液體相同的結果,此計算為以 5% 乳液,塗抹 2 g/m²雙方。乳液成本以 5 歐元/公斤計算。隨後乾燥過程的能源成本為設定為 0.15 歐元/kWh,當時在 SML 有效母粒「正如我們的圖表所示,所需的母料量共擠 A/B/A 薄膜僅取決於質量A 層的數量 - 因此在層分佈上A/B/A 層,」Martin Kastner 解釋道。越大A層的比例,A層的質量越大,因此所需的母料用量也越大。如該圖表中的範例所示: 對於 10/80/10薄膜,1,000 公斤 PET 片材的成本為 14.4 歐元。如果A層的比例減少一半(層分佈5/90/5),費用也減半至 7.2 歐元。改變薄膜厚度對每公斤薄膜的成本沒有影響「在生產單膜 (0/100/0) 時,母料的 1.5%,我們的計算所依據的,必須用於與我們假設的 1,000 公斤薄膜總質量的關係。
正如我們在圖表頂部的水平線中看到的那樣,每 1,000 公斤 PET 薄膜的母粒成本為 72 歐元非常高,AB液與母料相比,AB液所需量
不取決於薄膜的層分佈,而是取決於薄膜厚度。薄膜越厚,薄膜越小
表面與薄膜質量的關係,且越低所需的 AB 液體量。 “我們的例子表明150 µm 乳液的純成本為 5 歐元薄膜,然後隨著薄膜厚度的增加而下降。在1,300 μm 只需 0.6 歐元,」Kastner 繼續說道,包括乾燥部分的能源成本在計算中。假設能源價格為0.15 歐元/度數,依照目前中歐的慣例,能源成本佔能源成本的很大一部分總成本。
如此圖所示,AB 液體的成本包括能源成本為 150 μm 的 12.2 歐元對於 1,300 μm 薄膜,成本為 7.8 歐元。比較母粒的成本VS AB 液體 – 實際範例:兩種方法的比較用於生產150μm薄膜顯示母料在一層5/90/5的分配是最便宜的選項,每 1,000 公斤 7.2 歐元PET薄膜。如果製作同樣的電影層分佈為 10/80/10,母料用量的成本至 14.4 歐元,因此為 EUR2.2,高於使用AB液時。
2024-07-15