
COLLIN – 技術中心開創塑膠無限的可能性
COLLIN在研發和小型及大量生產永續發展塑膠製品評估材質透過線上測量使用方法和再生材料是對社會的永續性任務研發和小批量生產永續塑膠產品在設備上取自 COLLIN Lab & Pilot Solutions
直到最近,塑膠才被認為是一種高度創新的材料,但它的形像已經受損,塑膠已經變得這是社會上大部分人都關心的問題。然而,如果沒有它,我們的現代世界是難以想像的。
其一般優點包括:
► 重量輕
► 多種多樣的屬性
► 廣泛的設計選擇
► 生產過程中消耗的能源相對較低

https://www.youtube.com/watch?v=7aGw3eIZt4w&t=25s
https://www.collin-solutions.com/en/
COLLIN LAB 與 PILOT SOLUTIONS 技術中心在這些新的研發活動也反映在技術中心進行的測試中COLLIN 實驗室和創新解決方案。在其設備齊全的技術中心,擁有數量驚人的TEACH LINE、LAB 的機器和創新技術系統
和PILOT LINE系列。透過銷售,其系統已被最先進的技術所取代。
這些由經驗豐富的團隊運營工程。這使得 COLLIN Lab & Pilot Solutions 能夠提供廣泛的選擇來進行, 在開始之前或開始時進行材料測試和製程測試一個項目。
在此過程中,重要訊息通常會獲得有關係統設計的資訊。這至關重要,特別是對於新的發展。全部測試結果嚴格保密。當然,技術中心可供付費客戶試用,不論系統項目是否直接由此產生。
COLLIN Lab & Pilot Solutions 的測試選項包括並輔以理論計算模型。這有限元素方法 (FEM) 的可能性包括用於此。經驗豐富的團隊進行流程適合所有模具類型的通道設計和冷卻計算用於冷卻水槽或冷卻輥。
這允許優化需提前做好。得益於多年的經驗、理論表述的準確性已大幅增加,而且非常可靠!!
TEACH line 系統這些系統最初是作為大學的測試設備開發的,現在已被許多研究機構使用。全世界。吞吐量小於等於 2kg/h,所用材料最少,您可以從以下關鍵見解中獲益:新材料的可擠壓性。
該系統採用「桌上型」設計,涵蓋了擠出的所有重要下游工序,例如:
► 吹塑薄膜 ► 流延薄膜 ► 軟管
►
拉條
圖 1:COLLIN Lab & Pilot Solutions TEACH LINE 系列

在可持續性基礎研究框架內,已對多種材料進行了工藝測試適用於 COLLIN Lab & Pilot 技術中心解決方案測試的幾種材料和工藝範例如下:
► Hydropole、吹膜
► Ingeo 生物聚合物 (PLA),用於 3D 列印的線材
► 豌豆、豆類、扁豆蛋白、複合材料
► Biopar(澱粉基),吹膜
► PLA、玻璃纖維護套
► PHA(可生物降解),流延膜
► 海藻、異麥芽酮糖醇、水、甘油、流延膜和吹膜
► PBAT、PLA(可生物堆肥)、流延薄膜
這個清單還可以繼續列下去。然而,它清楚地表明TEACH LINE 系列提供的廣泛測試選項。研究結果提供了重要訊息
關於以下內容:
► 混煉與造粒過程中的(螺桿幾何形狀、均勻性)
► 擠出機中的製程(包括進料、熔體、螺桿幾何形狀)
► 擠出模具(流道)所使用的壓力幾何學)
► 吹脹比、厚度分佈
► 容易黏附在冷卻輥上,冷卻行為
如下:
四種材料(TPU、TPU+母粒、纖維素、TPE軟木化合物)然後加工成薄膜(厚度250μm、寬度82mm)。不同的工藝參數和操作模式進行了測試
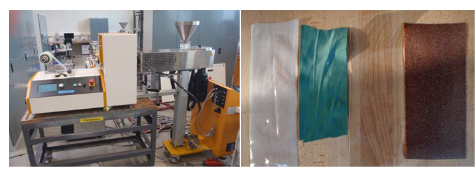
TEACH LINE 流延膜系統的測試裝置 含有有機材料的薄膜圖案
實驗室生產線和試驗系統
雖然 TEACH LINE 系列為材料永續產品的開發做出了寶貴貢獻
LAB LINE 系列的處理量範圍為 30kg/h 至 50kg/h,適用於提供進一步的工藝用於最終產品測試的研究和樣品。該系列還涵蓋了擠壓的全部產品。
這試驗系統吞吐量可達 300kg/h,適合與最終客戶和小型公司進行產品測試系列作品。
下面提供簡要概述。複合與標準塑料一樣,可持續塑料如可生物降解材料或可回收材料通常必須提供添加劑、填充物或混合物不同的聚合物。
ZK P 混煉機 P 系列混煉機(ZK25P、ZK35P)具有令人印象深刻的高扭矩密度,支持加工所有高黏度和高填充的聚合物。這些機器的最大工作速度為1200轉/分。根據混合任務(聚合物數量、添加劑等),從36D到60D的製程長度是可能的。螺絲的模組化設計使得工藝段的最佳化配置應考慮添加劑和填料的配料、混合區,以及輸送區。
圖 5:ZK35P COLLIN 實驗室與試驗解決方案
這台機器專為快速、輕鬆地清潔而設計螺桿和機筒。氣缸由 6 L/D 長元件組成。汽缸元件與加熱鉸鏈法蘭。這樣可以快速安排並輕鬆地在不同的位置,例如當螺桿配置已改變。他們分開了對機器外殼進行散熱。加熱 /冷卻套管與插頭進行電氣連接。這使得拆卸氣缸變得更加容易。此外,氣缸元件經過編碼功能,使機器自動辨識哪個單元在哪個位置。
ZK E 混煉機

E 系列混煉機(ZK16E、ZK25E)是 ZK P 系列的經濟替代品,並可用於更簡單的混合任務。下圖顯示了配備COLLIN Lab & Pilot Solutions 的秤重計量單位。這些可採用體積輸送或重量輸送單位。它們被設計為雙螺旋輸送機。有適合不同螺桿幾何形狀的產品可供選擇劑量任務。ZK E 有一個主計量裝置和一個側計量裝置單元。此外,還可以進行體積液體計量。螺絲是模組化的。同樣,圓柱體由6D 長元素。加工長度從 36D 到 48D可以透過這種方式實現。最高螺桿轉速為460min-1。
圖 6:ZK25E COLLIN 實驗室與試點
解決方案
擠出機
擠出機型號E20P、E25P、E30P、E30T、E45P和E60P 基本版設計用於以下溫度

最高可達 400°C,可選最高可達 500°C。他們其特點是設計緊湊,靈活性,並且易於操作。12mm 擠出機,可供給標準顆粒,適用於最小吞吐量(50g/h至1kg/h)。有多種驅動概念可供選擇(例如交流感應馬達、高扭力馬達)。根據版本,速度最高可達450 rpm。速度感應馬達的精度為 +/-0.5%,而交流馬達的精度為 +/-0.25%用於力矩馬達。這確保了吞吐量波動即使在較低速度下運行時也非常低。擠出機在這裡建立415bar的壓力。根據應用情況,優化材料提供螺桿和機筒(詳細資料表可應要求提供。作為可回收包裝發展的一部分薄膜,聚烯烴,基於茂金屬催化劑的應用日益廣泛。這些對於最終產品有很大的好處,
例如:► 更高的抗撕裂強度 ► 剛性更強 ► 更高的抗穿刺性。
因此,COLLIN Lab & Pilot Solutions,與知名材料公司密切合作製造商,開發了特殊的螺桿幾何形狀並成功地在系統數量。當對輸送的要求很高時精度,齒輪泵透過法蘭連接在擠出機。壓力和速度控制確保最高的輸送精度和最佳的熔體品質。
汽缸配有光滑或凹槽進氣襯套。由於特殊的設計,可以在短時間內從一個系統改造到另一個系統。
擠壓模具
COLLIN Lab & Pilot 的擠出線材種類繁多解決方案包括以下內容:
► 管件,外徑範圍<1mm至>70mm
► 個人資料
► 軟管用途廣泛(Ø <0.5 毫米至 >10 毫米)
► 吹塑薄膜,平模寬度<50mm至>800mm
► 纖維和線束,例如用於 3D 列印或醫療應用(避孕環)
除了線材擠出之外,擠出模具COLLIN 實驗室和試點解決方案涵蓋整個範圍適用於寬度達 1000 毫米的流延薄膜和片材下游設備
有適合整個下游設備上述的產品範圍。沒有足夠的的空間可以討論所有不同的模型。
為了這原因,我們從中隨機選擇了兩個例子PILOT LINE 系列,我們在下面介紹這些。

第一個例子(圖8)
5層組合系統。流延膜和吹膜皆可生產在這個系統上。該系統專為機器設計速度為50米/分。實際生產速度依薄膜結構的不同而有所差異以及所使用的聚合物。最大吞吐量為約150公斤/小時。茂金屬聚烯烴成功加工成高品質的薄膜系統。該系統具有良好的可用性。

圖 9
提供了一個令人印象深刻的例子。擠出模具和輥筒間隙,這是必要的啟動過程始終可用且清晰可見。配備自動間隙調節裝置的擠出模具調整,以便最窄的厚度公差可以使用。自動反轉收捲機裝置確保不間斷生產中的操作。
圖 9:擠出模具 - 5 層輥隙區域共擠系統
COLLIN 的圓形管生產線系統(圖 10)

實驗室和測試解決方案以單擠或共擠形式運輸系統。他們處理整個範圍的可生物降解的聚合物和原生聚合物的組合採用再生材料。尤其是非常共擠小直徑和/或非常薄的層產品,重量測定確保必要的精度並遵守最嚴格的公差。這冷卻水槽採用模組化結構,可以可選加熱,以便提供各種溫度型材可透過冷卻段實現。這可以用來影響膨脹應力或收縮行為。取決於長度冷卻段和產品的直徑,一條線速度約為可達200m/min。
圖 10:軟管/芯導線系統(軟管直徑 0.6 至 10 毫米,絞線 1.75 毫米和 2.85 毫米)
COLLIN LAB 與 PILOT SOLUTIONS 所進行的研發計畫。從大量研發項目中

第二步,在ABA 流延膜系統,使用「原始」材料例如在A層中測試密封性能。
內層的回收材料必須滿足所需的機械值。以下插圖展示測試影片的製作。
圖 12:生產內層回收的 ABA 薄膜

在由聯邦政府資助的一項聯合研究計畫中經濟和氣候保護部(BMWK)/2/,基於消費後可回收物(PCR)回收油漆中的 PP 和 PC / ABS 混合物被油漆殘留物污染的模板500μm厚的板材進行了可回收性測試。在此外,也獲得了有關材料特性、加工和工藝知識。

本計畫中需要進一步研究的影片(熱成型性)是在冷卻輥系統上生產的來自 COLLIN Lab & Pilot Solutions。上游自冷卻輥為兩台 ZK 25 機組,L/D = 48,附有進料塊的 250 毫米狹縫模頭。由於所用材料黏度的差異,強有時會觀察到流動不穩定性,這對最終產品的品質產生負面影響。為了克服這些困難,使用需要歧管模具。隨後,流道計算幾何形狀,適應流動特性退回的材料。
設計是由 COLLIN Lab & Pilot Solutions 進行。參考/1/ 軟性薄膜中回收材料的再利用。奈莉·弗賴塔格內部中期報告弗勞恩霍夫研究所製程工程及包裝2023 年 3 月/2/ ReCoTherm - 消費後廢棄物管理的多層結構熱成型中的回收利用
[多層薄膜可提高消費後熱成型中的再生材料加工材料評估採用線上測量方法檢測質量使用再生材料時可持續處理材料的必要性儲量和提高回收率的壓力需要更加重視回收資質材料。
回收材料的使用擴大了更廣泛應用領域,更高品質.然而,這需要更好地規範回收物料的材質特性。這裡,一個主要的挑戰是特性範圍的不均勻性進來的材料,其中一定的由於加工方法而導致的同質性可以預計,但最終產品將有偏差造成的。隨著吞吐量的不斷增加回收機器,一旦出現偏差,快速介入在生產過程中是必要的。
因此,抽樣檢查已不足以保證高品質的產品。高品質,高價格反過來,回收材料也需要面對成本給市場帶來壓力。為了滿足上述基本條件,必須盡量減少廢物量超出約定的規格。這需要一個快速、全面的特性監測生產過程中的回收材料。
如果與商定的規格有偏差,必須能夠快速介入這一過程。根據品質控制,文件期望產品特性。使用線上監測系統,這些要求可以已實現。然而,在線上整合之前測量過程中的設置,一些注意事項需要做出。希望能夠對產品規格的偏差很快。作為因此,測量裝置的位置盡可能靠近有可能進入實際過程。在塑膠回收領域,通常意味著非常炎熱和多塵的環境條件。因此,測量裝置必須具有非常堅固的設計以避免環境條件影響測量。然而,測量裝置必須足夠敏感才能檢測到重大偏差產品特性。另一個困難通常源自於這樣的事實:經典的特徵方法不能輕易應用於連續監測。因此,必須事先明確在線測量的材料特性與實驗室測量方法。聚酯測試線作為 POLYTEST LINE 系列的一部分,COLLIN Lab & Pilot Solutions 提供多種測量儀器,專為線上材料表徵而設計。這些是用於評估的測量系統流變材料資料、光學薄膜檢測、或熔體均勻性。因此,也可以完成塑膠回收的品質任務。作為第一個例子,壓力過濾試驗用於評估熔體的純度和均勻性以及熔體的應該要提到黏度。
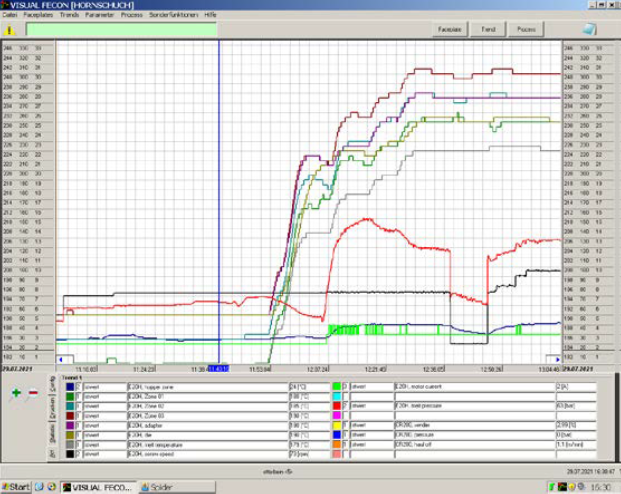
壓濾機試驗是一種測試方法,常用於母粒和複合行業進行評估熔體均勻性。壓力原理過濾測試是引導塑膠熔體通過熔體篩選。熔體中的團聚物或污染物導致熔體過濾器堵塞和壓力熔體過濾器前的流量增加。這種壓力測量,並且壓力隨時間增加。記錄流動的數量。對於傳統的標準中所描述的壓濾試驗EN13900 或 ASTM D 6265,規定數量的測試材料和壓力過濾值為透過最大壓力計算出單一值,對於在線操作中的連續測量,必須選擇一種略有不同的方式。在線上壓力過濾器測試(圖1),清洗材料不是使用過但已經開始測試材料了,一直進行測量直到測量停止。這選擇的測量時間取決於污染程度以及調整後的產量。自動更換過濾器製成。在自動壓濾機試驗,每個盒子可放置多達 20 個濾光片盒。壓濾試驗材料分析線上測量程序是針對初始壓力與壓力行為表徵(圖 2)。
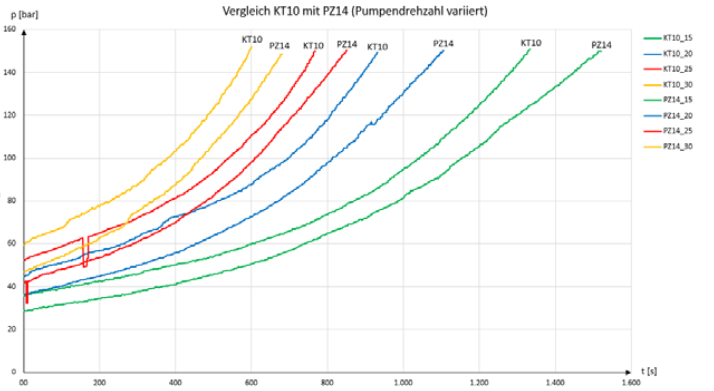
在這裡,每個螢幕佈局顯示特徵壓力行為曲線。在在日常品質控制中,操作員將選擇合適的螢幕封裝,無需改變它。初始壓力行為曲線的壓力取決於所用篩網的細度(目數)以及熔體黏度。如果我們假設螢幕恆定圖 1:自動壓濾機試驗包裝,以及測量的初始壓力,關於熔體變化的結論可以繪製黏度。曲線行為如上所述,測量曲線取決於螢幕包設置,而且還取決於熔體的污染。提供恆定的融化通過壓力過濾器測試的吞吐量,壓力行為曲線是衡量保留污染物的指標。隨著時間的推移,壓力增加得更快顯示熔體的污染程度較高。對於每個測試設置,可以建立一個主曲線,並且每次測量都可以不斷地與該主曲線相比。
圖 3:多重檢測系統與 TEACH LINE 擠出機結合

通常,基於單一測量的品質評估參數不夠。評估超越熔體質量也是必要的。因此,測量方法是必要的,它分析了熔化,並將塑膠作為固體材料。對於這個要求,COLLIN 的多重檢查系統(圖 3)開發了,除了黏度測量也分析了擠出流延膜已製作完畢。多重檢測系統是一種測量可安裝在回收機上的裝置接近生產,並與透過數據線連接機器。在多檢查系統中,可以佈置不同的測量裝置模組化設計。
在一項已經為了實現這一目標,使用了以下模組(圖 4 或圖5)
► 黏度測量 (1){數字指的是圖 5 中的標記}► 光學薄膜檢測 (2)► 顏色測量 (3)► 近紅外線測量 (4)► 機械分析 (5)
這裡,黏度測量是在特別的開發了整合矩形的狹縫模頭毛細管。作為此狹縫模頭的上游設備,熔體泵浦安裝,保證了定義和可重複的熔體流動。通過矩形處的壓力損失毛細管,熔體的表觀黏度可以可以計算。透過配方管理,可以將壓力損失與熔融指數關聯起來材料。採用 5 百萬畫素反射和透射混合光中的區域相機模式。關於誤差類型和誤差大小,利用 COLLIN 開發的軟體進行分析。5 種不同的錯誤類別和 10 種大小類別可用的。採用紅外線模組,波長135-25μm範圍內,取得近紅外光譜,分析。在這個波長範圍內,每種塑料都表現出一個典型特徵。透過 KI 演算法和儲存的主光譜,回收的成分材質即可確定。這種測量方法可以識別和確定外來聚合物定量回收流量。顏色測量在多重檢測系統中採用彩色CILAB 色彩空間中的感應器。對於半透明薄膜,測量是在白色參考前進行的背景。透過指定的參考顏色,各個顏色通道的顏色偏差並可計算顏色距離dE。多重檢測系統中的最後一個分析模組決定薄膜的機械特性通過拉伸試驗。為此,這部電影的第一步是切割成規定的寬度,薄膜的厚度為採用接觸式測量系統進行測量。這薄膜的拉伸由兩對輥進行具有不同的圓週速度。拉力,這是調整伸展程度所必需的在輥上測量,拉伸應力在樣本計算。因此,應力應變條件樣品中的對於每個測量值,系統中的極限值可以定義,在發生以下情況時觸發視覺訊號超出。如果多檢測系統直接與生產擠出機連接,測量值也可以整合在介面中生產線。每個測量的材料參數

儲存在資料庫中並可以匯出為資料檔案。總而言之,透過多重檢查系統,概述可以獲得不同材料特性的而上述測量方法應該僅被視為可能的建議。由多重檢測系統、組件的模組化設計幾乎可以任意組合和補充。附加價值不僅在於確定不同的測量值,但在緊湊的排列、壓縮的表示和最重要的是能夠結合個人測量值。例如,如果出現偏差黏度、熔體溫度、材料成分近紅外線光譜和機械特性可以立即關聯。
2025-02-04